Contact Person: O. Oikonomidou [rania.oik@gmail.com], S. Evgenidis [sevgenid@chem.auth.gr], Migkou Agni [agnimigkou@outlook.com], Tratsi Aikaterini [tratsikaterina@gmail.com]
Air humidity in a spacecraft, such as Space Shuttle and ISS, continually increases due to the breathing and metabolic moisture of its crew members. High air humidity not only affects thermal comfort, but it also causes bacteria growth and damages on-board electronics. On another aspect, viability of a space mission requires water recycling. Therefore, air dehumidification is important both for air humidity control and water recycling. Existing dehumidification approaches in spacecrafts rely on the technology of condensing heat exchangers (CHXs, Figure 1). The fins of the CHEs are covered with hydrophilic coatings, so as to promote the adsorption of water molecules and facilitate the condensation rates. However, the hygroscopic nature of these coatings makes them dissolve or peel off quite often. The ISS crew reports that the destroyed coating gets carried away by the airflow and clogs the water/air separator. As a result, the separator needs maintenance several times during a space mission due to its complex structure. The above fact limits the sustainability and efficiency of these dehumidification systems. The collection of water condensate in zero gravity is another tricky task, as it requires either the amplification of gravity independent forces (capillary, centrifugal and surface tension forces) or the application of external forces (i.e. air flow). On the case of ISS, the film water condensate is forced by an air flow within the slurper bars of the heat exchange.
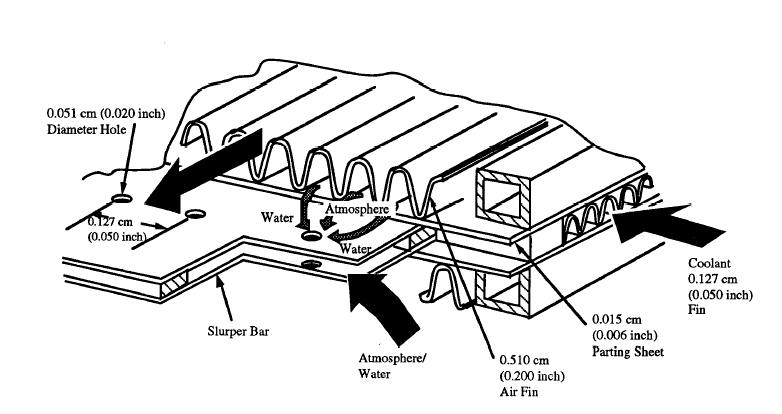
Figure 1. Illustration of the ISS Condensing Heat Exchanger
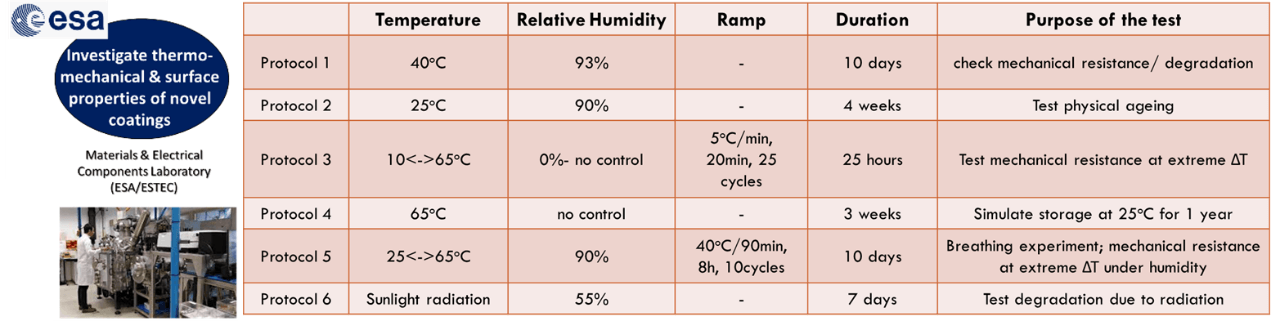
The present research work aims to facilitate the repellency of water condensate in space applications, by developing a superhydrophobic coating and promote dropwise instead of filmwise condensation. The research is funded by the European Space Agency, in terms of an OSIP project (contract no. 4000136753/21/NL/GLC/my). In practice the water condensate is reused for human needs, so the polymeric coatings must be fluorine free and human friendly. In the absence of fluorinated functional groups the addition of nanoparticles help the candidate polymers to gain hydrophobicity and enhance their durability as coating materials. The result of several synthesis attempts is the development of two different fluorine free, superhydrophobic coatings that share the same polymeric matrix (mixture of commercial epoxy resin, silicone and a hyperbranched polymer) and employ either SiO2 or CaCO3 nanoparticles as hydrophobicity agents. Tape peeling and sand abrasion tests prove that the resulting coatings acquire adequate mechanical durability. At a second stage, coatings undergo accelerated ageing to test their mechanical resistance at extreme working conditions and evaluate degradation upon long term storage, radiation or physical ageing. The ageing of materials is performed using the facilities of the Materials and Electrical Components Laboratory of ESA/ ESTEC (environmental chambers, ovens, sunlight simulation lamp). The test conditions and the goal of each ageing protocol is summarized in Table 1.
Table 1. Summary of test conditions per ageing protocol
Figures 2 and 3 show the morphology of coatings in high magnification, before and after ageing at 40°C and 93%RH for 10 days (protocol 1). Images indicate the reordering and further crystallization of the polymeric structures in larger entities. As Application of heat under humidity, results in the formation of needle spikes around the periphery of material clusters (red arrows point out some examples). These spikes are better illustrated in the fluorescent image.
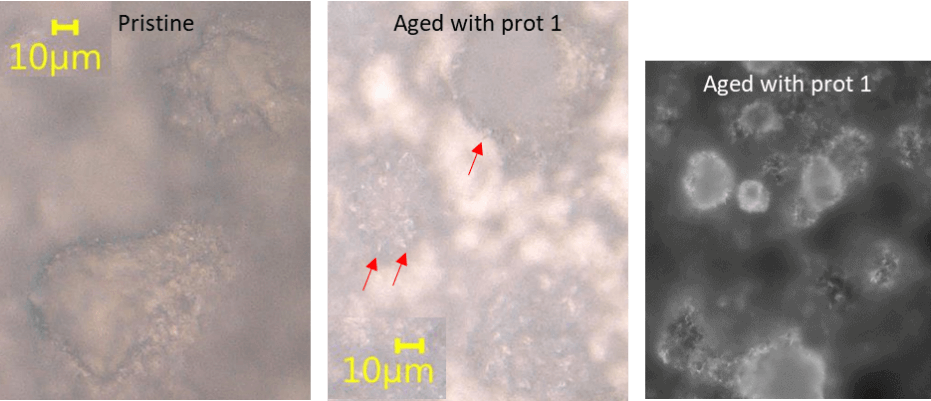
Figure 2. Optical and fluorescent microscope images of the SiO2 -nano enhanced coating, before and after ageing with humidity and heat.
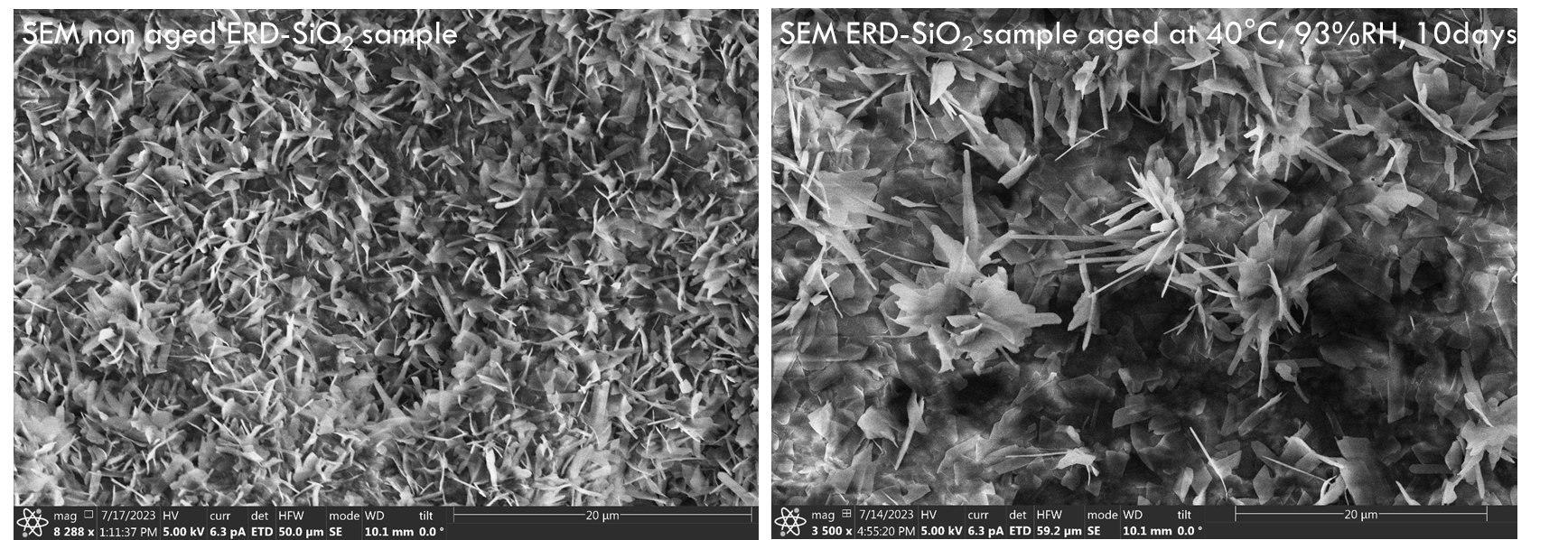
Figure 3. SEM images of SiO2 -nano enhanced coatings before and after ageing with humidity and heat.
Static contact angle measurements presented in Figure 4 show that ageing does not change significantly the hydrophobicity of materials. The reported differences are in the order of measuring error. Thus, changes in materials structure upon ageing are not considered significant to alter the materials wetting properties.
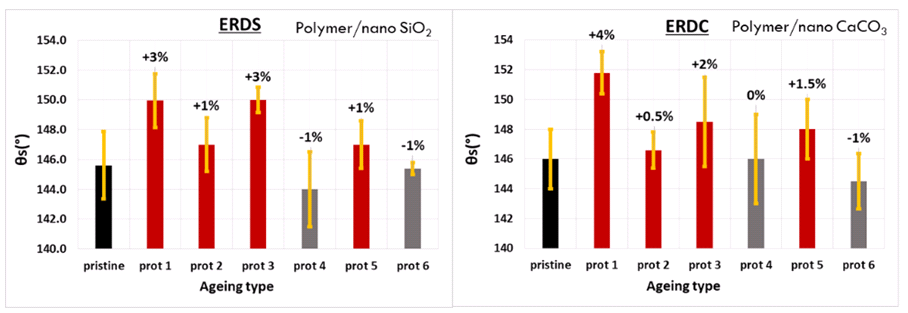
Figure 4. The effect of different ageing protocols on the wettability of coatings enhanced with SiO2 and CaCO3 nanoparticles.
To complete the characterization of novel coatings as condensation surfaces, dynamic wettability tests need to be accomplished. The contact angle hysteresis property is the real indication of the efficiency of surface for water repellency. In future, dynamic wettability tests will be performed with ‘Kerberos’, an innovative device capable of subjecting sessile drops to external body forces (different tilting angles and various centrifugal accelerations) in order to explore their resulting dynamic spreading/sliding behavior. Results will be merged and discussed to conclude on the efficiency of the coatings as surfaces for condensation.
Humidity condensation is performed to test the efficiency of these coatings as condenser surfaces. Coated stainless steel samples are cooled down to 5°C in a room of 21°C and 55%RH. Images of condensed humidity, 17 min after the beginning of cooling down stainless steel, SiO2 – and CaCO3 nano enhanced surfaces (Figure 5), show differences between the resulting filmwise and dropwise condensation.
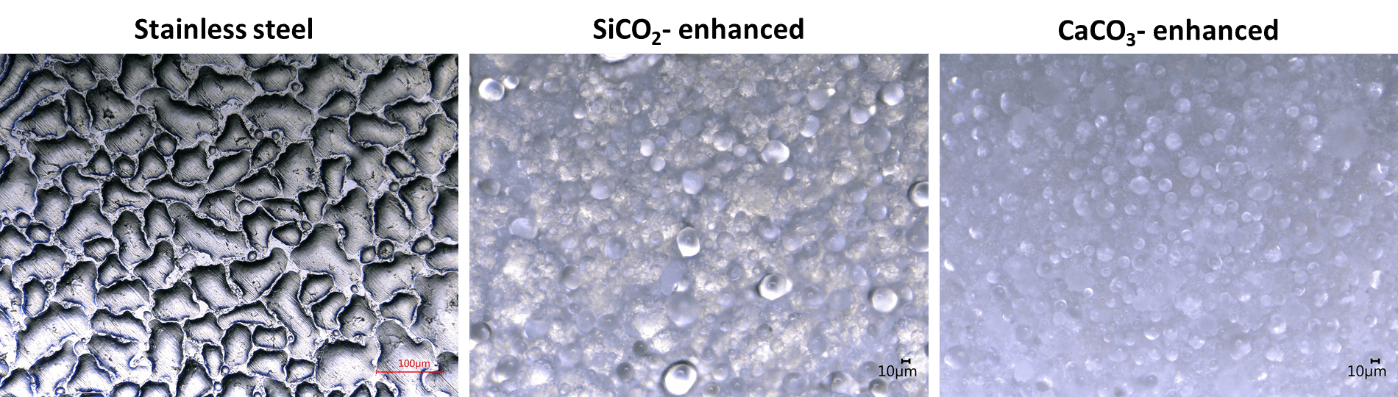
Figure 5. Humidity condensation on stainless steel, SiO2 – and CaCO3 nano enhanced surfaces.